Inspección de chapa

La fabricación de piezas de chapa puede ser particularmente difícil. El costo de producción por componente es muy bajo en comparación con otras industrias como la del mecanizado de metales. Esto reduce los recursos disponibles para el proceso de control de calidad, aunque las piezas de chapa se utilizan a menudo en las aplicaciones más exigentes, como la aeroespacial o la automoción, o en series de producción muy grandes, todas las cuales requieren inspección.
Dificultades de inspección de chapa
Cuando se producen lotes de producción pequeños para aplicaciones más mundanas, una pieza típica de chapa suele estar pintada, formada y soldada. Encontrar un agujero, inserto o pliegue faltante al final de un proceso de ensamblaje justo a tiempo puede arruinar las fechas de entrega. Esto puede resultar en un costo para el cliente miles de veces mayor que el valor de la pieza. En el mundo del corte de chapa metálica, simplemente proporcionar una pieza de repuesto de forma gratuita simplemente no será suficiente. Incluso cuando se producen piezas planas, no se garantiza la precisión.
Si bien el eje lineal en las máquinas de corte por láser es bastante preciso y confiable, los diseños intrincados en nidos estrechos pueden impartir mucho calor en un área relativamente pequeña. Esto puede deformar el metal causando problemas con el plegado posterior. A esto se suma el hecho de que todas las piezas de chapa plana presentan perfiles de borde o muescas, que a menudo son mayores que la tolerancia a fallos de la pieza.
Las punzonadoras, si bien son rápidas y rentables, dependen de que las herramientas se carguen correctamente y no se rompan. La última generación de punzonadoras también crea formas, rejillas e insertos que a menudo realizan tareas críticas y no deben faltar en el ensamblaje final.
Los problemas empeoran significativamente cuando las piezas se forman o se doblan. El proceso de doblado ES extremadamente sensible a los cambios en la dureza y el grosor del metal, que pueden variar entre lotes y generar cambios significativos en la recuperación elástica. Múltiples curvas con recuperación elástica variable crean errores de curvatura acumulativos. Incluso una plegadora con evaluación de recuperación elástica normalmente producirá piezas dobladas con precisiones y tolerancias que son diez veces peores que las anteriores al doblado.
Las prensas plegadoras también dependen mucho de la habilidad del operador y no es raro que las piezas se doblen hacia atrás. El herramental incorrecto produce errores en el radio de curvatura, y obtener el factor k correcto o mediante el análisis del material de las curvaturas es una lucha constante. Lo anterior produce dobleces de longitud incorrecta y por lo tanto piezas mal formadas.
Esta no es una lista completa de los problemas que enfrenta la producción de chapa, pero es suficiente para demostrar que las piezas 2D y 3D defectuosas son una realidad desafortunada. La única forma de evitar que las piezas defectuosas avancen más en el proceso de producción es inspeccionarlas.
Opciones de inspección existentes
La mayoría de los fabricantes de láminas de metal han buscado sin éxito un sistema que pueda inspeccionar piezas de láminas de metal de una manera rentable y oportuna para el operador. Las opciones existentes, como las CMM y los brazos de CMM, no son compatibles con la planta de producción. Son muy sensibles a los golpes y se pueden descalibrar fácilmente. Es bastante común que un brazo de CMM se recalibre el primer día, se deje caer el segundo día y luego se use durante el resto del año mientras está descalibrado sin ningún medio para detectar el problema. Por razones como esta, las CMM generalmente se colocan en un área o laboratorio de metrología que está lejos del punto de producción.

Incluso las MMC y los brazos de MMC calibrados con precisión que tienen una buena precisión en el papel se ven gravemente afectados por el corte o el perfil del borde de la pieza de chapa metálica. De hecho, las CMM suelen ser mucho menos precisas que un simple juego de calibradores cuando miden características definidas por los bordes de la pieza, como la distancia entre orificios, diámetros de orificios, etc.
Por ejemplo, la figura 2 tiene un espesor de 10 mm con un perfil de borde del 5%. Con esta configuración, el diámetro del orificio en la superficie superior es 1 mm más grande que el diámetro en la parte inferior.
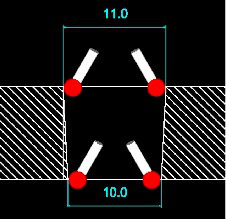
En realidad, la condición máxima del material no necesita estar en la superficie superior o inferior, podría estar en cualquier lugar a lo largo del borde de la pieza. Una CMM necesitará suerte ciega o el ojo experto del operador para asegurarse de que adquiere mediciones en o incluso cerca de la condición máxima del material. Este efecto puede reducir la precisión de una CMM de 1 micra a la variación de 1 mm en el perfil del borde de las piezas.
Las CMM también son extremadamente lentas y difíciles de usar. Esto significa un operador calificado, un rendimiento lento y una máquina costosa de operar. De hecho, las CMM son tan lentas que a menudo toman un número muy limitado de medidas por característica y, básicamente, están ciegas entre estas medidas.
Esto impide la inspección completa de la pieza, lo que significa que no detectarán elementos adicionales o, a veces, faltantes, como agujeros o daños en el borde de una pieza.
Otro enfoque es utilizar un escáner láser montado en una CMM. Este enfoque aumenta en gran medida la cantidad de datos adquiridos, lo que ayudará a detectar funciones adicionales o faltantes; sin embargo, los escáneres láser son extremadamente costosos de comprar, difíciles de programar y costosos de ejecutar. Críticamente, también son muy deficientes para medir la ubicación de los bordes en piezas de chapa, particularmente en materiales de calibre más delgado. Este es un problema grave ya que las piezas de chapa se definen principalmente por sus bordes.
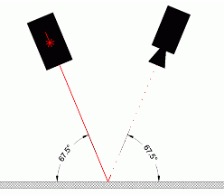
En la figura 3 podemos ver un láser proyectado sobre una pieza. Cuando la luz se refleja en una superficie, el ángulo de incidencia es igual al ángulo de reflexión. Cuando el escáner láser se coloca perpendicularmente a la superficie o borde que se está midiendo, la cámara obtendrá buenos reflejos del láser.
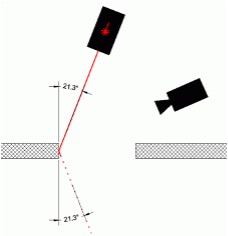
Sin embargo, si el escáner láser necesita medir los bordes internos de una pieza de chapa metálica, no es físicamente posible colocar el
escáner perpendicularmente a los bordes internos. El escáner se puede colocar en el mejor de los casos en un ángulo con respecto al borde, lo que reduce enormemente la cantidad de luz reflejada que adquirirá la cámara. Esto se puede ver en la figura 4.
Esta limitación del escaneo láser es un problema bien conocido. Para ayudar a adaptarse a esta limitación, muchos paquetes de software de inspección 3D intentarán estimar el diámetro y la posición del orificio a partir de la ausencia de mediciones en lugar de su presencia. Sin embargo, esto claramente está lejos de ser ideal y estimar la posición y el tamaño de una característica a partir de la ausencia de mediciones de esa característica siempre dará un resultado muy inferior a medir la característica directamente.
Otros sistemas completamente manuales como plantillas, plantillas y lofts/mylars son lentos, inflexibles, difíciles de mantener y poco precisos.
Se necesita una solución automatizada
En muchas instalaciones de producción de chapa, las únicas herramientas de inspección disponibles son calibradores, cintas y transportadores de bajo costo que son tan lentos y propensos a errores del operador que rara vez se usan. Lo que se necesita es una máquina que pueda inspeccionar completamente la forma de una pieza plana en unos pocos segundos y con un solo clic. El sistema debe residir en el piso de la fábrica junto a la máquina de producción para reducir el tiempo necesario para cargar la pieza en el sistema de inspección. La máquina tampoco debe verse afectada por rayones o golpes que son comunes en el piso de la fábrica, pero si se produce un traumatismo grave, la máquina debe detectarlo automáticamente y advertir al operador.
El sistema de medición no debería necesitar un entorno de temperatura controlada y debería medir y compensar automáticamente los cambios de temperatura ambiente. El sistema también debe ser capaz de programarse a sí mismo a partir de cualquier dimensión que exista en el archivo CAD para que el operador no necesite perder tiempo definiendo qué dimensiones verificar y qué tolerancias usar.
Fundamentalmente, el sistema también debe ser capaz de inspeccionar piezas dobladas o formadas. Nuevamente, la facilidad de uso es vital y debería ser posible realizar una inspección completa de una pieza 3D con un solo clic y un operador relativamente inexperto.
La solución Planar2D
El galardonado sistema de inspección Planar es la máquina de inspección 2D más rápida y automatizada del mundo. El sistema se puede utilizar para la medición muy rápida o la ingeniería inversa de piezas. El sistema utiliza una mesa retroiluminada y una cámara digital estática de alta resolución montada sobre la mesa.
El sistema Planar está extremadamente automatizado. Con un solo clic o escaneando un código de barras, el sistema puede realizar múltiples acciones en cuestión de segundos. Las piezas se miden colocándolas sobre la mesa retroiluminada y luego la cámara captura una imagen de la silueta de las piezas. Luego, esta imagen se convierte en hasta 80 millones de mediciones que luego se pueden comparar automáticamente con el archivo CAD.
El sistema es sin contacto y no requiere ningún jigging o accesorios. Esto facilita la medición de materiales flexibles. El sistema 2D también puede compensar piezas con diferentes espesores, perfiles de borde y secciones elevadas (brecha a la mesa).

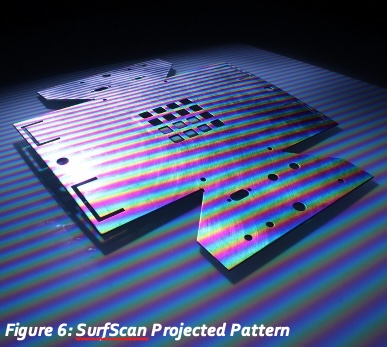
El sistema también puede manejar piezas no planas y piezas con formas perforadas. Estos se pueden medir con la opción SurfScan que se muestra en las figuras 5 y 6. El sistema compensa automáticamente la temperatura ambiente y la fotogrametría del escáner de forma perpendicular a los bordes internos. El escáner se puede colocar en el mejor de los casos en un ángulo con respecto al borde, lo que reduce enormemente la cantidad de luz reflejada que adquirirá la cámara. Esto se puede ver en la figura 4.
Esta limitación del escaneo láser es un problema bien conocido. Para ayudar a adaptarse a esta limitación, muchos paquetes de software de inspección 3D intentarán estimar el diámetro y la posición del orificio a partir de la ausencia de mediciones en lugar de su presencia. Sin embargo, esto claramente está lejos de ser ideal y estimar la posición y el tamaño de una característica a partir de la ausencia de mediciones de esa característica siempre dará un resultado muy inferior a medir la característica directamente.
Otros sistemas completamente manuales como plantillas, plantillas y lofts/mylars son lentos, inflexibles, difíciles de mantener y poco precisos.
Inspección automatizada amigable para el taller con Planar2D
Como el sistema no tiene partes móviles, no hay elementos de desgaste que necesiten mantenimiento o recalibración. Además, el sistema puede detectar automáticamente cuando ha sufrido un trauma y advertirá al usuario que se requiere una recalibración.
La mesa no se ve afectada por vibraciones o rayones y grietas en su superficie de vidrio y compensará automáticamente los cambios en la temperatura ambiente. También se puede utilizar un escáner de código de barras para definir la ubicación del archivo CAD, las tolerancias de las piezas, el tipo y grosor del material, la ubicación de salida de los informes, el tipo de alineación y muchas otras opciones.
La máquina se programa sola. Las dimensiones contenidas en los archivos CAD se pueden utilizar para crear el informe de inspección completo con tolerancias. Si no existen dimensiones, se puede generar automáticamente un informe de inspección. Todo el sistema generará y guardará automáticamente los informes, incluida la información PASA/NO PASA. El sistema Planar puede convertir automáticamente las dimensiones y tolerancias del archivo CAD en un informe. Esto puede eliminar por completo los períodos de configuración, lo que permite inspeccionar nuevos diseños de piezas con un solo clic o incluso sin clics.
Todas estas funciones se combinan para crear un sistema de inspección flexible y potente con un solo clic (o sin clic). El sistema también puede realizar ingeniería inversa de piezas 2D en unos pocos segundos y es completamente adaptable con opciones completas de escaneo 3D.
Por qué debería medir en 2D
De hecho, es más rápido inspeccionar una pieza en 2D y 3D que inspeccionarla solo en 3D. El sistema 2D está extremadamente automatizado y puede inspeccionar completamente el perfil de una pieza en alrededor de 15 segundos sin programación y sin tocar la computadora.
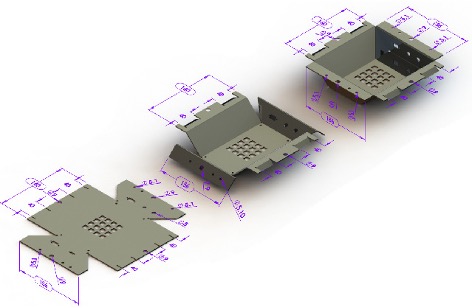
Los resultados son muy fáciles de interpretar y la mayoría de estas características de inspección no cambian cuando la pieza se dobla en su forma 3D (consulte la figura 1). Por lo tanto, al inspeccionar una pieza en 2D, la tarea de inspección en 3D se reduce (típicamente) entre un 60 y un 80 por ciento.
En la figura 1 podemos ver una pieza en su forma plana y plegada. Cualquier dimensión que no abarque una línea de plegado permanecerá sin cambios después de que la pieza se haya doblado. En este ejemplo, podemos ver que todas las dimensiones 3D se pueden confirmar en la etapa 2D.
Además, la inspección 3D siempre será una tarea más compleja que la inspección 2D tanto en la configuración como en la interpretación. En consecuencia, la automatización 3D es más difícil de lograr y mantener. Por ejemplo, el período de configuración para crear un nuevo programa de inspección en 3D puede tardar varios minutos, pero en 2D se puede automatizar por completo y tarda uno o dos segundos sin intervención del operador.
Otra ventaja de inspeccionar primero en 2D es, por supuesto, su capacidad para detectar problemas en una etapa anterior del proceso de producción.
Informe de inspección plana 2D
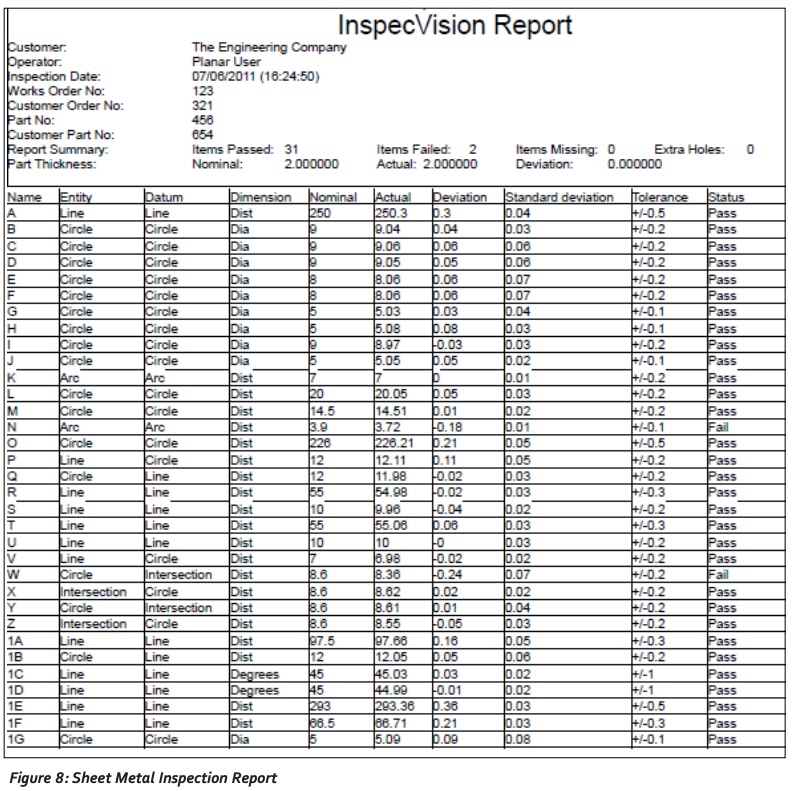
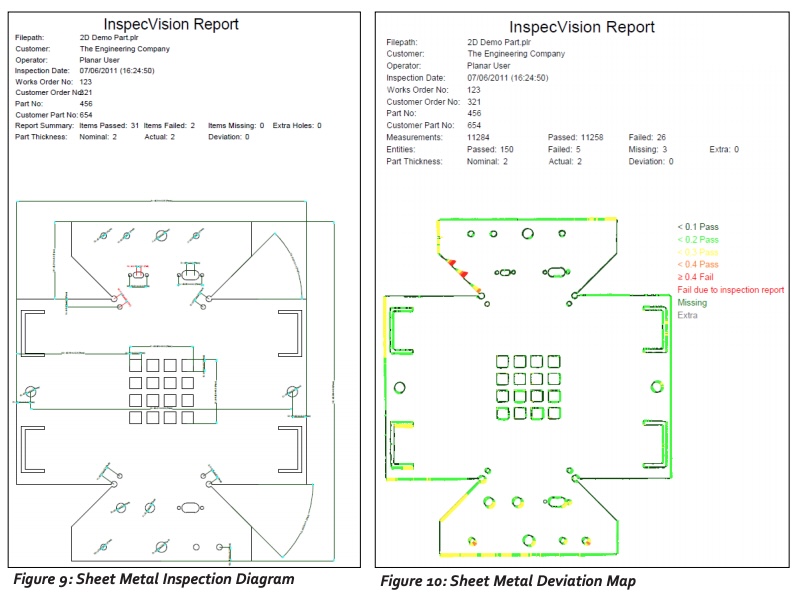
Consulte las figuras 8, 9 y 10 para ver un mapa de desviación de muestra, un informe de inspección y un diagrama de informe de inspección para ver una pieza de chapa metálica de ejemplo.
El sistema de medición Planar 2D tiene una amplia gama de tamaños y precisiones. Para obtener más información sobre cómo los sistemas InspecVision pueden ayudarlo, comuníquese con nuestro equipo en [email protected]
Descargar guía de aplicación
Especialistas en el diseño y fabricación de sistemas de medida basados en visión artificial para aplicaciones industriales
Reserve una demostración de producto en línea de cualquiera o todos nuestros sistemas